
उच्च वारंवारता आणि कमी हानी असलेल्या कम्युनिकेशन केबल्स सामान्यतः इन्सुलेटिंग मटेरियल म्हणून फोम्ड पॉलीथिलीन किंवा फोम्ड पॉलीप्रोपिलीनपासून बनवल्या जातात, दोन इन्सुलेटिंग कोअर वायर्स आणि एक ग्राउंड वायर (सध्याच्या बाजारपेठेत काही उत्पादक दोन डबल ग्राउंड वायर्स वापरतात) वाइंडिंग मशीनमध्ये टाकून, इन्सुलेटिंग कोअर वायर आणि ग्राउंड वायरभोवती ॲल्युमिनियम फॉइल आणि रबर पॉलिस्टर टेप गुंडाळला जातो, तसेच इन्सुलेशन प्रक्रियेचे डिझाइन आणि प्रक्रिया नियंत्रण, हाय-स्पीड ट्रान्समिशन लाइनची रचना, विद्युत कार्यक्षमतेच्या आवश्यकता आणि ट्रान्समिशन सिद्धांत यांचाही विचार केला जातो.
वाहक आवश्यकता
एसएएस (SAS) साठी, जी एक उच्च-फ्रिक्वेन्सी ट्रान्समिशन लाईन आहे, केबलची ट्रान्समिशन फ्रिक्वेन्सी निश्चित करण्यासाठी प्रत्येक भागाची संरचनात्मक एकसमानता हा एक महत्त्वाचा घटक आहे. म्हणून, उच्च-फ्रिक्वेन्सी ट्रान्समिशन लाईनचा कंडक्टर म्हणून, त्याचा पृष्ठभाग गोलाकार आणि गुळगुळीत असावा, आणि लांबीच्या दिशेने विद्युत गुणधर्मांची एकसमानता सुनिश्चित करण्यासाठी अंतर्गत जाळीदार रचना एकसमान आणि स्थिर असावी; कंडक्टरचा डीसी रेझिस्टन्स (DC resistance) देखील तुलनेने कमी असावा; त्याच वेळी, वायर, उपकरणे किंवा इतर उपकरणांमुळे अंतर्गत कंडक्टरला होणारे आवर्ती किंवा अनावर्ती वाकणे, विकृती आणि नुकसान इत्यादी टाळले पाहिजे. उच्च-फ्रिक्वेन्सी ट्रान्समिशन लाईनमध्ये, कंडक्टर रेझिस्टन्स हे केबल ॲटेन्युएशनचे (attenuation) मुख्य कारण आहे (उच्च-फ्रिक्वेन्सी पॅरामीटर्स मूलभूत भाग ०१ - ॲटेन्युएशन पॅरामीटर्स). कंडक्टर रेझिस्टन्स कमी करण्याचे दोन मार्ग आहेत: कंडक्टरचा व्यास वाढवणे आणि कमी रोधकता असलेल्या कंडक्टर सामग्रीची निवड करणे. कंडक्टरचा व्यास वाढवल्यानंतर, कॅरॅक्टरिस्टिक इम्पेडन्सच्या (characteristic impedance) आवश्यकता पूर्ण करण्यासाठी, इन्सुलेशनचा बाह्य व्यास आणि तयार उत्पादनाचा बाह्य व्यास त्यानुसार वाढवला जातो, ज्यामुळे खर्च वाढतो आणि प्रक्रिया गैरसोयीची होते. सैद्धांतिकदृष्ट्या, चांदीचा कंडक्टर वापरल्याने तयार उत्पादनाचा बाह्य व्यास कमी होतो आणि त्याची कार्यक्षमता मोठ्या प्रमाणात सुधारते. परंतु, चांदीची किंमत तांब्यापेक्षा खूप जास्त असल्यामुळे, मोठ्या प्रमाणावर उत्पादन करण्याचा खर्च खूप जास्त येतो. किंमत आणि कमी रोधकता या बाबी विचारात घेऊन, आम्ही केबलच्या कंडक्टरची रचना करण्यासाठी 'स्किन इफेक्ट'चा वापर करतो. सध्या, SAS 6G साठी टिन-प्लेटेड तांब्याच्या कंडक्टरचा वापर विद्युत कार्यक्षमता पूर्ण करू शकतो, तर SAS 12G आणि 24G मध्ये सिल्व्हर-प्लेटेड कंडक्टरचा वापर सुरू झाला आहे.
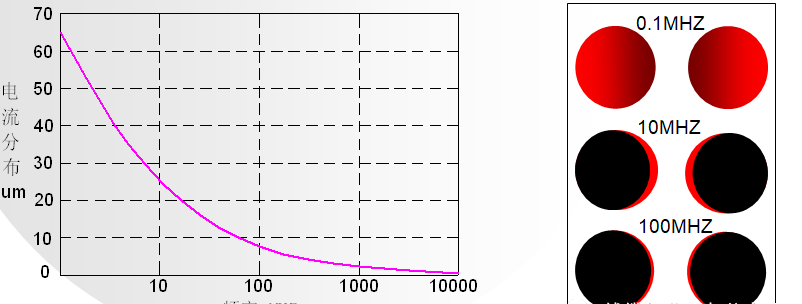
जेव्हा वाहकामध्ये प्रत्यावर्ती विद्युत प्रवाह किंवा प्रत्यावर्ती विद्युत चुंबकीय क्षेत्र असते, तेव्हा वाहकाच्या आत विद्युत प्रवाहाचे वितरण असमान असते. वाहकाच्या पृष्ठभागापासून अंतर जसजसे हळूहळू वाढते, तसतशी वाहकातील विद्युत प्रवाहाची घनता घातांकी पद्धतीने कमी होते, म्हणजेच वाहकातील विद्युत प्रवाह वाहकाच्या पृष्ठभागावर केंद्रित होतो. विद्युत प्रवाहाच्या दिशेला लंब असलेल्या आडव्या प्रतलावरून पाहिल्यास, वाहकाच्या मध्यवर्ती भागातील विद्युत प्रवाहाची तीव्रता मूलतः शून्य असते, म्हणजेच जवळजवळ कोणताही विद्युत प्रवाह वाहत नाही, आणि केवळ वाहकाच्या कडेच्या भागातच उप-विद्युत प्रवाह असतो. सोप्या भाषेत सांगायचे तर, विद्युत प्रवाह वाहकाच्या "त्वचेसारख्या" भागात केंद्रित होतो, म्हणून याला 'स्किन इफेक्ट' (त्वचा प्रभाव) म्हणतात. या प्रभावाचे कारण असे आहे की, बदलणारे विद्युत चुंबकीय क्षेत्र वाहकाच्या आत एक आवर्त विद्युत क्षेत्र निर्माण करते, जे मूळ विद्युत प्रवाहाद्वारे संतुलित केले जाते. स्किन इफेक्टमुळे प्रत्यावर्ती प्रवाहाची वारंवारता वाढल्याने वाहकाचा रोध वाढतो, ज्यामुळे तारेतून प्रवाह पारेषणाची कार्यक्षमता कमी होते आणि धातूच्या संसाधनांचा वापर होतो. परंतु, उच्च-वारंवारता संचार केबल्सच्या डिझाइनमध्ये, समान कार्यक्षमतेच्या आवश्यकता पूर्ण करण्याच्या अटीवर पृष्ठभागावर सिल्व्हर प्लेटिंग वापरून धातूचा वापर कमी करण्यासाठी याच तत्त्वाचा उपयोग केला जाऊ शकतो, ज्यामुळे खर्च कमी होतो.
इन्सुलेशन आवश्यकता
कंडक्टरच्या आवश्यकतांप्रमाणेच, इन्सुलेटिंग माध्यम देखील एकसमान असले पाहिजे, आणि कमी डायलेक्ट्रिक कॉन्स्टंट s आणि डायलेक्ट्रिक लॉस अँगल टँजंट व्हॅल्यू मिळवण्यासाठी, SAS केबल्समध्ये सामान्यतः फोम इन्सुलेशन वापरले जाते. जेव्हा फोमिंगचे प्रमाण ४५% पेक्षा जास्त असते, तेव्हा केमिकल फोमिंग साध्य करणे कठीण होते आणि फोमिंगचे प्रमाण अस्थिर असते, म्हणून १२G पेक्षा जास्त क्षमतेच्या केबलसाठी फिजिकल फोमिंग इन्सुलेशन वापरणे आवश्यक आहे. खालील आकृतीत दाखवल्याप्रमाणे, जेव्हा फोमिंगचे प्रमाण ४५% पेक्षा जास्त असते, तेव्हा फिजिकल फोमिंग आणि केमिकल फोमिंगच्या भागांचे मायक्रोस्कोपखाली निरीक्षण केल्यावर असे दिसून येते की, फिजिकल फोमिंगची छिद्रे अधिक आणि लहान असतात, तर केमिकल फोमिंगची छिद्रे कमी आणि मोठी असतात:
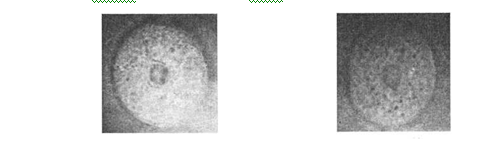
भौतिक फोमिंग रासायनिकफेसाळणे
पोस्ट करण्याची वेळ: २० एप्रिल २०२४





